-


Model:
+86 131-4173-2687(WhatsApp)
Cum completează o mașină de rulare a plăcilor cu patru role CNC, completează rularea pieselor în formă specială?
2025-02-21
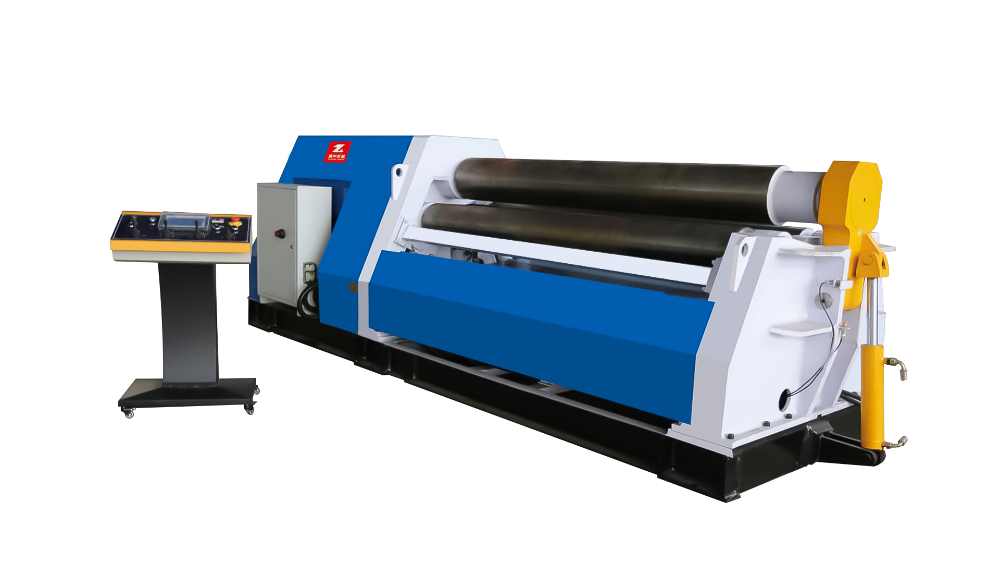
Mai jos, vă vom arăta procesul de rulare a formării unice în formă de L de un patru rulouri Mașină de rulare a plăcilor cu un material personalizat din oțel inoxidabil de 2 mm și o lățime de 1 metru.
1. Pregătire: În primul rând, tăiați placa de oțel inoxidabil grosime de 2 mm la dimensiunea corespunzătoare și asigurați -vă că suprafața plăcii este plată și nu are defecte evidente. Apoi, în funcție de dimensiunea și cerințele de curbură ale pieselor în formă specială în formă de L, introduceți parametrii de programare corespunzători din sistemul CNC.
2. Poziționarea plăcii și fixarea: Puneți un capăt al plăcii de oțel inoxidabil tăiat în rolele superioare și inferioare, echipamentul începe să funcționeze, iar rolele superioare și inferioare fixează placa. În acest moment, arborele rolei potrivite se ridică pentru a juca un rol de poziționare, rola se rotește până când placa acceptă rola dreaptă, iar apoi se resetează rola dreaptă, iar rola se inversează pentru a reveni la punctul zero pentru a finaliza calibrarea punctului zero al lui farfuria.
.. Operația pre-îndoire: Ruloul este rotit în poziția în care arcul trebuie să fie rulat, iar rola stângă se ridică pentru pre-îndoire. În timpul procesului de pre-îndoire, rola stângă aplică presiunea adecvată pentru ca placa să înceapă să se îndoaie inițial de primul unghi de îndoire aproape de forma L. După finalizarea pre-îndoită, rola stângă este resetată.
4. Primul arc rulant: role din dreapta se ridică în poziția de pre-îndoire, iar apoi rola de contor și rola dreaptă se rotesc în același timp, conducând placa spre ondulare, formând treptat primul unghi de îndoire a formei L, iar rola potrivită este resetată după ce se rostogolește într -un semicerc.
5. A doua rulare a arcului: Rolle contor continuă să se rotească în poziția în care trebuie să fie rulat al doilea arc, iar rola stângă se ridică din nou și cooperează cu rola de contor pentru a efectua a doua operație de rulare a arcului, astfel încât placa Formează cel de-al doilea unghi de îndoire a formei L, completând astfel rularea părții în formă specială în formă de L.
6. Scoateți piesa de lucru: După finalizarea rulării, rola de contor se rotește până la punctul zero, rola inferioară a rolei counter coboară, iar apoi partea în formă specială în formă de L rulat este scoasă cu atenție.








Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
